

问题描述:三个人的判断都不一样
电机铁芯冲压清洗线遇到一个麻烦:质检员在抽检时发现,同一批次铁芯,做水膜破裂测试,有的部位水膜完整铺展,有的部位水膜破裂收缩。质检报告写的是“清洗效果不稳定”,但产线工艺员用放大镜看表面,看不出明显油污。操作工说:“我看着挺干净的。”
三个人,三种判断。问题到底存不存在?
类似的情况在冲压清洗线上并不少见。肉眼看“干净”和真正的“洁净”之间,差距往往超出预期。
现象拆解:清洗不净不是一个“有”或“无”的问题
冲压油残留不像锈斑那样肉眼可见。残留的油膜可能只有几十到几百纳米的厚度,不到头发丝的百分之一。这层油膜的分布往往不均匀——平面区域可能洗得干净,但铁芯叠片之间的缝隙、冲裁断面的微粗糙区域、以及冲压时油膜积存的凹坑部位,容易形成局部残留。
后道工序的反馈往往更直接:焊接工段发现某些铁芯叠装后点焊打不牢,绝缘涂覆线上涂层出现缩孔。而现场的常规检测——目视检查、手感触摸——对这类“看不见的油膜”基本无效。用错方法,比不检测更麻烦。
深度归因:三种检测方法的逻辑与适用场景
不同的检测方法对应不同的检测维度,弄清楚“我想测什么”,才能选对方法。
方法一:达因笔测试
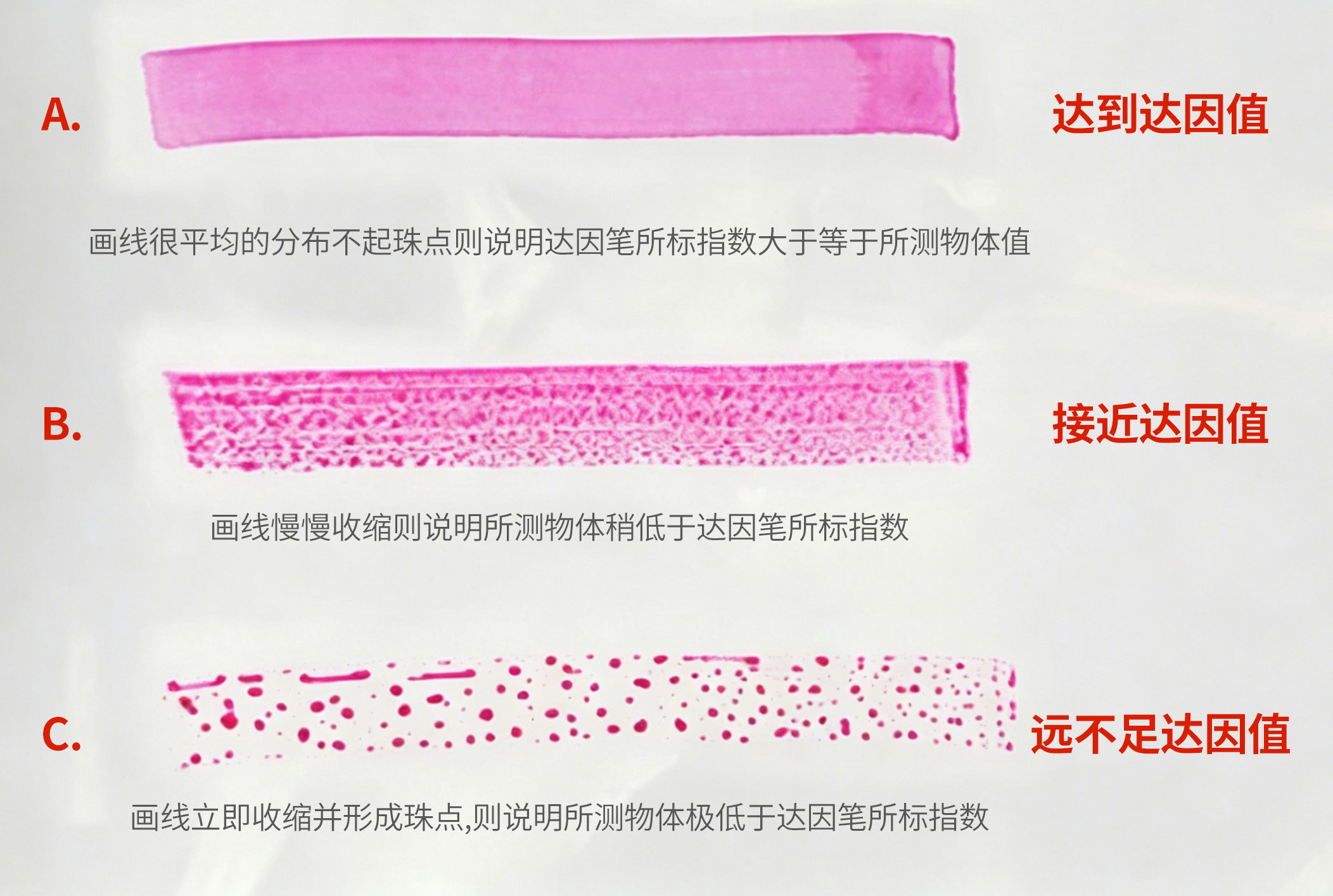
检测的是表面张力和润湿性。达因笔中装有已知表面张力的测试液,在待测表面划一道线,观察墨迹在2-3秒内的行为:如果墨迹均匀铺展、不收缩,说明表面能≥测试液的达因值,表面洁净度达标;如果墨迹收缩成滴或呈现不连续状态,说明表面能低于测试液的达因值,表明表面存在低能污染物。
达因笔的测试结果只回答一个问题:“表面状态是否达标?”它不直接回答“有多少油”,但两者在多数场景下具有对应关系。达因笔测试的优点在于快速、简便、成本低,适合产线在线抽检。电机铁芯清洗后表面,通常要求达因值≥38mN/m。
方法二:荧光检测
检测的是特定波长下的荧光响应。有两种应用方式:
一是部分冲压油配方中本身含有荧光剂,清洗后在紫外光下直接观察残留分布,残留部位会发出荧光;
二是对不含荧光剂的油污,可以在清洗后向工件表面喷涂荧光显影剂悬浮液,显影剂在残留油膜处聚集,在紫外光照射下呈现荧光斑块。
荧光检测的优点在于直观,残留区域一目了然,适合快速定位“哪些部位容易洗不干净”。但需要配置紫外灯和暗室环境,且对检测人员的经验有一定要求。这种方法更适合工艺排查阶段,用于识别清洗死角和优化喷嘴布局。
方法三:表面微观形貌观察
检测的是表面微观尺度的均匀性和特征。使用金相显微镜或体视显微镜,在100-500倍放大倍数下观察工件表面。残留油膜在显微镜下呈现与洁净金属基体不同的反光特征——油膜区域通常显得暗淡或呈淡黄色,边缘模糊,与基体有明显差异。而对于已经发生轻微腐蚀的区域,腐蚀产物则呈现颗粒状或疏松结构。
显微镜观察能够提供肉眼无法看到的微观证据,适合机理分析和问题溯源。缺点是设备要求较高,检测速度慢,不适合批量检测。
三种方法的选用逻辑
三种检测方法之间不存在哪个更好,而是各有用武之地,关键在于根据检测目的选择合适的方法:
-产线在线抽检,需要快速判断清洗效果是否达标 → 选用达因笔测试。
-排查清洗死角,需要确认哪些部位容易残留 → 选用荧光检测。
-问题溯源分析,需要观察残留物的分布形态特征 → 选用显微镜观察。
技术排查方向
如果产线怀疑冲压油清洗不净,建议按以下顺序排查:
-方向一:确认检测方法是否匹配工况。 优先采用达因笔快速判断表面状态。确认标准参照:通常要求达因值≥38mN/m,划线墨迹均匀铺展不收缩。
-方向二:跟踪后道工序的反常表现。 焊接飞溅率或焊接不良率突然升高、涂层出现缩孔,往往是清洗不净的间接信号。
-方向三:监测清洗液的状态。 清洗液变浑浊速度加快、泡沫行为异常,往往说明清洗负荷在变化。
-方向四:排查漂洗水质。 如果清洗后表面有白色水痕或残留物,用纯水做平行对比。水质硬度、氯离子含量、电导率都是潜在干扰因素。
系统预防:检测不是终点
检测的目的不是“抓出不合格品”,而是建立判断标准。清洗效果是否达标,需要在实验室检测、后道工序反馈、清洗液状态监测三者之间交叉验证,才能得出可靠判断。单一检测方法的局限性,往往需要用另一种方法来弥补。
你在现场用什么方法判断清洗是否达标?遇到过检测结果与后道反馈不一致的情况吗?欢迎在评论区描述具体现象。






